




Basic knowledge training for glass bottle deep processing
Category of deep processing technology
1.Frosting/Light frosting
- Comparison of Frosting / light frosting



- How to distinguish which spraying effects need to be frosted or light frosting?
- Sprayingeffect Categories: Matte,Aluminum powder,Electroplating,Mirror finishing;
The above four types of effects need to be used after frosting, as frosting can enhance adhesion.




- Effect Categories:bright,pearly;
- The bright and pearlescent effect is normally no needadditional frosting before spraying. If the bottle have putties,rust bottom issue then can not be used for light-colored, and it needs to be lightly covered before spraying,such as: white, pink and so on.


- If the glass bottle is stored for more than 3-5 months, it is necessary to notice that whether the alkaliseparate out after the long storage time. If the alkali separate out occurs, it is suggest to frosted or light frosted before spraying. If it is serious, it needs to be washed inside (stored for more than one year).
- The frosted/light frosted material itself is highly corrosive,so itshould be cleaned after that, otherwise it will cause the paint and the words to fall off.
- Quality problems of frostingfrequently encountered
- Q:Frosting and lack of sand;
A: Reasons: improper operation of person, equipment factors; the bottle itself is hard glass material, difficult to sand (this situation is not common)

- Q:White sanding powder remains inside and outside the bottle
A:Improper fixture and not clean sufficient at the last step.

- Q:Rough frosted surface;
A:Raw material problems, manual operation soaking time is too long, frosting rework.
- Requirements of different post-process for frosting surface treatment
- Bottel use forspray;
- The surface shall be cleaned, slight sand missingwill not affect the use of spraying bottle.
- Bottel usefor electroplating;
- The surface shall be cleaned,the frosting of the same batch shall be fine and not too rough;Slight sand missingwill not affect the use of electroplating bottles.
- Frosted silk screen printing / frosted bottle shipdirectly (the highest requirement);
- The surface shall be cleaned,no sand missing orsand too light etc.
2.Spraying
- Spraying production process (short video)

- Process effectpicture show




- Process and production capacity
- Spraying production process:
- Loadingbottle — Dust removal — Spray paint — Solidification (baking);
- Solidificationtime and temperature: 180°, 22-25 minutes.
- Spraying production capacity:
- Normalcream jar and lotion bottle type about 7000-7500pcs /line/ hour;
- Average daily capacity: 70000 /line/ day.
- Tips: bottle specialshaped, big diameter (such as square bottles, perfume and other products), during these kind of products development we need to take into account the problem of spraying station, which will also affect the production capacity and cost.
- Description of spraying process
- The effectsincludes: pearl, bright, matte, aluminum powder, mirror paint;





- Color: mainly described by visual, such as blue, light blue and dark blue;
- Transparency: mainly described by visual, divided into opaque, slightly transparent, semi-transparentand fully transparent;
- Gradient: two or more colors are called gradient;
- We usually use thisdescription order: effect + Color + transparency (+ gradient).
- Precautions for spraying process
- The mostlyused three types of spraying effects: pearl, bright, matte;
- Tips: Matte spray products need frosting, which can enhance adhesion;
- Matte is divided into full matte and semi matte. Full matte surface is rough, not wear-resistant and easy to dye. If there are no special requirements , the production will default to make semi matte;
- Heavy color series: such as red, purple, dark blue, etc. The color concentrates is easy to fade when it is contact with the material, or it is easy to dye when it is put into the carton.So it is necessary to makealcohol and material application test.
3.Hot stamping/silk printing
- Effect picture
Hot stamping/silk printing Effect picture
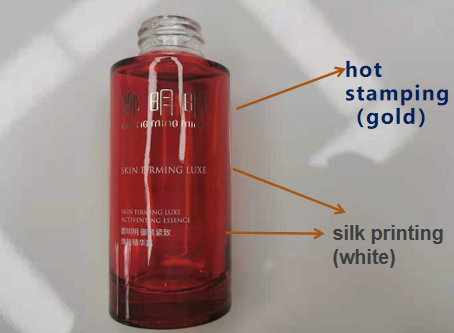

- Hot stamping gold and hot stamping silver are the most common effects, There are many colors of stampingpaper, such as red gold, green gold, laser silver, etc. the adhesion of special color stampiing paper is comparatively poor, relevant tests must be done to ensure the stable quality before mass production.

Hot stamping(purple)Hot stamping(gold)Silk printing(grey)
- Operation process of the hot stamping/silk printing
- Hot stamping process:
Silk printing background — Hot stamping — Solidification
- After making the foundation, the bottle need to wait and keep not moving 2-8h before hot stamping, waiting time according to the climate change, usually set for 2 hours in Sumer, and 6-8h in winter, wet weather will be more;
- Solidification way 1: Stationary time more than 48H;
- Solidification way 2: bake at 110 degrees for 20 minutes; (Need to stand at least 12 to bake).
- Silk printing process:
Silk printing—Solidification
- Solidification can be stationary or baking, stationary need 24-36h, baking 110 degrees for 20 minutes;
- Static Solidification is only suitable for baking in summer, winter or wet weather.
3.What is the different between high and low temperature silk screen printing
- Silk printing is divided into low and high temperature;
- Low temperature silk printing can be applied to: spraying bottle, electroplating bottle, frosting bottle and transparent bottle;
- Low temperature baking temperature is about 130-150 °;
- Advantages: silk screen printing has many color option, goodprice and can be applied to a variety of processes;
- Disadvantages: frosted low-temperature silk screen printing is easy to be stained due to friction, and the silk screen printing of light bottlehave hidden danger of word falling off when stored for a long time.
- High temperature silk screen printing can be applied to: frosted bottle andclear bottle;
- High temperature baking temperature is about 500-700°;
- Advantages: strong adhesion, no hidden danger of off word;
- Disadvantages: the price is high,few option of special colors, and the color is not bright compared with low temperature, so it can not be used in spraying / electroplating products.
- Transparent bottles and frost bottles we will suggest high temperature screen printing if the customer disinfection equipment is good and product sells fast. If customer want lower price and can accept low temperature ,thenlow temperature is also acceptable.
- Hot stamping/silk printing production capacity
- Silk printing semi-automatic daily production capacity: about 6000-7000 times/set;
- Silk printing automatic daily production capacity: about 15,000 times/set;
- Hot stamping semi-automatic daily production capacity: about 7000 times/set.
- Tips: The above data is for reference only. Production capacity will be change for differentbottle type, and different operation.Glass bottle need silkscreen before hot stamping which is different from plastic bottle;
- Machinewe have: 22 sets semi-automatic silk printing equipment,7 sets automatic silk screen printing equipment,10 sets hot-stamping
4.Electroplate
- Ppicture for electroplate products

- Electroplateprocess capacity and matters caution
- Electroplating capacity: about 2000 skin care cream bottles / hour, with a daily output ofabout 20000;
- Skin care lotionbottle is about 3000 / hour, Nissan can be about 30 thousand.
- Tips:
1.All glass bottles need to be frosted before electroplating. The frosting surface should be fine and not too rough. The purpose of frosting is mainly to enhance the adhesion of electroplate;2.Electroplating on the quality of the bottle is very high, it is necessary to have fully check before use.
5 .Different process requirements for glass bottles
- Transparent spray effect requirements forthe bottle;
- Acceptable: slight material printing, broom pattern, slight sand hole, slight mould, etc.
- Unacceptable: inner bubbles, black spots, sloping bottoms and sloping shoulders, etc.
- Spray solid color effect requirements forthe bottle;
- Acceptable: inner bubbles, black spots (no scraping), inclined bottom and inclined shoulder, relatively slight material prints, etc.
- Unacceptable: sand holes, broompattern, material prints, mold sticking, bottle bottom wrinkles, black spots (scraping), etc.
- Requirements for bottle body of electroplating products;
- Acceptable: inner bubbles, black spots (no scraping), sloping bottom and sloping shoulders;
- Unacceptable: sand holes, broom prints, material prints, stick molds, bottle bottom wrinkles, material prints, broom prints.
- Electroplating process on the light bottle body is very high requirements, recommended full inspection before use.
- The production of clearbottles with internal and external diameters at the bottle top shall be strictly controlled according to the drawings, including pump heads. Besides matching problems, deep processing shall also be considered, which will cause the scrapping of the whole batch of fixtures;
- Whether it is round bottle or square bottle, the bottle body should be smooth (avoid uneven), which will affect the deep processing of screen printing, resulting inno printing or other printing problem.









