1.The Composition of Glass
- Glass is an amorphous inorganic non-metallic material, which is generally made of a variety of inorganic minerals (such as quartz sand, borax, calcite, barium carbonate, soda ash, etc.) as the main raw materials and a small amount of auxiliary raw materials;
- Its main components are silicon dioxide and other oxides (silicate complex salts);
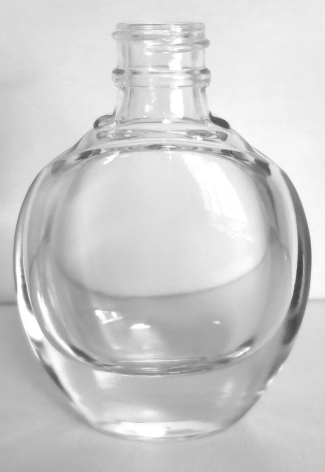
- The glass we use for cosmetic and perfume bottleare also called soda lime glass. It is low cost, easy to form and suitable for large-scale production. Its output accounts for 90% of commonly used glass. It can produce glass bottles, flat glass, containers, light bulbs, etc. it is mainly silica (75%), containing 15% sodium and 10% calcium, so it is called sodium calcium glass.